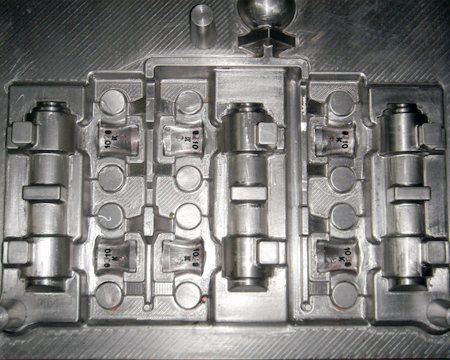


模具加工中,无法避免大悬长加工一些深腔
发布日期:2018-06-12 00:00 来源: 点击:
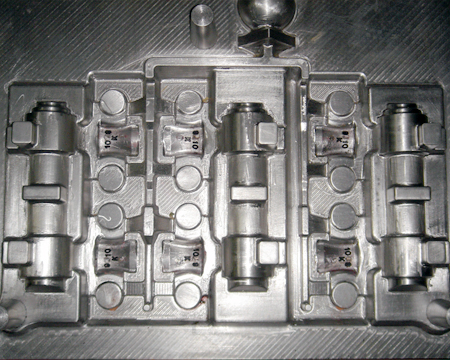
底面加工,加工量保证;铸件毛坯基准找正,2D、3D型面余量检查;2D、3D型面粗加工,非安装非工作平面加工(包括安全平台面、缓冲器安装面、压板平面、侧基准面);半精加工前,侧基准面得找正确精度;半精加工2D、3D型面,精加工各类安装工作面(包括限位块安装面及接触面、镶块安装面及靠背面、冲头安装面、废料切刀安装面及靠背面、弹簧安装面及接触面、各类行程限制工作面、斜楔安装面及靠背面),半精加工各类导向面、导向孔,留余量精加工工艺基准孔及高度基准面,并记录数据;
中国模具工业协会透露,目前,中国已成为世界模具生产与供应大国,出口模具已达201个国家和地区。海关统计显示,2017年,中国模具出口总额达52.48亿美元,同比上年增长10.96%。而这离不开包括机床在内的工艺装备整体解决方案的支持。模具制造的精细化、效率质量保障、制造加工设备利用率与效率都直接决定了模具企业的竞争力。
围绕市场与需求,本届展会举办了一系列活动,包括以“国际”和“创新”为主题的2018模具行业国际合作与创新发展大会、“一带一路”国际模具产业论坛以及模具智能制造与自动化应用论坛、2018模具制造装备提质增效方案提升高峰会、2018模具及模具制品国际采购对接会等,引领模具产业智能化、高端化发展。
大连模具加工中,无法避免大悬长加工一些深腔。使用外部风冷,进行切屑处理的加工机器仍然还有很多,在风冷困难的型腔加工中,切屑容易滞留型腔,而滞留的切屑会挤伤刀具,使刀具寿命、加工精度受影响恶化。
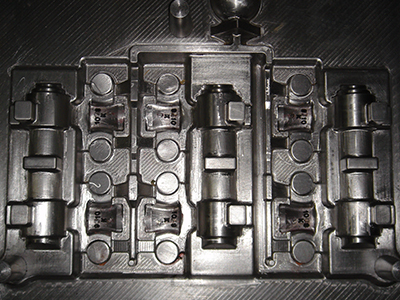
制造现场利用切削加工来提高生产效率,就需要寻求稳定的高效率加工。在每个单位时间内切屑排出量大的高进给刀盘如需实现稳定切削,刀片的耐崩刃性、刀盘的刚性,都是实现稳定的大切屑排出性能的很重要的因素。