

随着时代的发展,模具加工已经具备智能化和精密化的优点
发布日期:2017-08-28 00:00 来源: 点击:
随着时代的发展,模具加工已经具备智能化和精密化的优点
滑块导轨的高至少要为滑块高的1/3,以保証滑塊穩定以及滑動順暢。有滑动摩擦的位置注意开设润滑槽,为了防止润滑油外流,不宜把槽开成“开式”,而应该为“封闭式”,一般可以用单片刀在铣床上直接铣出環形的儲油槽。
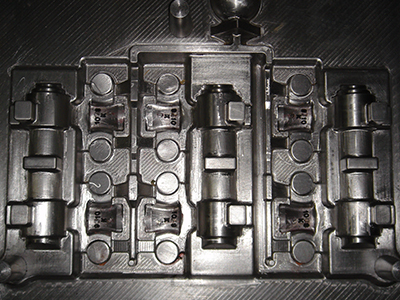
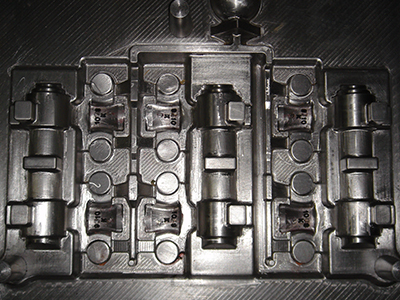
大连模具加工固定模仁的型腔,对小模一般用线割,这样可以提高模具的精度;而较大模的模腔一般铣削的形式加工出来,加工时注意其垂直度,并且为了防止装配时,模仁不到位,模框的四周应该用铣刀铣深0.2mm,角處需在模框上預鑽孔留下孔位铣加工后會形成避空。防止裝配模仁干涉(也可在模仁上加工倒角)。 入子与模仁,模仁与模仁,模仁与模框的相互穿插一般要加1°的斜度,以防装配时碰伤。入子的靠位部分长度公差为-0.02,大小公差为-0.10,模仁相对应的靠位公差为+0.02。有C角的入子最底端到C角部位的公差为+0.01,以防跑毛边。
高速切削机床具有高速化、智能化和精密化的优点:机床主轴转速高,工作台移动速度快。主要采用电主轴结构,主轴的最高转速较机械结构显著提高。如某型号跨轨式高速五轴龙门加工中心, 其主轴最高转速可达42 000r/min,工作台的快速移动速度为42m/min。X/Y轴采用直线电动机驱动,与传统滚珠丝杠传动相比的优点是:直接传动、路径精度较高,无背隙。
床身采用天车式结构,所有轴向动件皆于立柱上方移动,工件固定于工作台上,使工件质量不影响机械的加工表现;智能热补偿系统可进行实时动态补偿,操作人员不必等很长时间或待机床达到热稳定状态才开始加工,而是一开机就可直接开始精密铣削加工,机床自动对刀具中心点热位移进行补偿,提高了加工工件的精度,增强了加工过程中的稳定性;一体式床身结构设计,提升了整体机构刚性,确保精度及机械表现的稳定性。
注塑模具顶出机构的磨合:模具顶出试验机可完全模拟模具在注塑机中的运动过程,动态、冷研2 500次以上,使模具的顶出和滑动平稳、顺畅,高效提高了模具的生产效率和产品质量,延长模具寿命,减少模具与注塑机磨合成本,缩短模具制作周期,使模具生产得到更好的安全保障。